一、核心定位:破解废线回收痛点,实现资源高效循环
随着电子电器更新迭代加速与基础设施建设升级,大量废旧电线电缆(如汽车电路线、通讯电缆、家用电器线、电脑线等)成为亟待处理的工业废弃物。传统处理方式要么通过焚烧塑料外皮获取铜丝,产生大量有毒有害气体污染空气;要么依赖人工剥线,效率低下且无法处理细杂线,造成资源浪费。
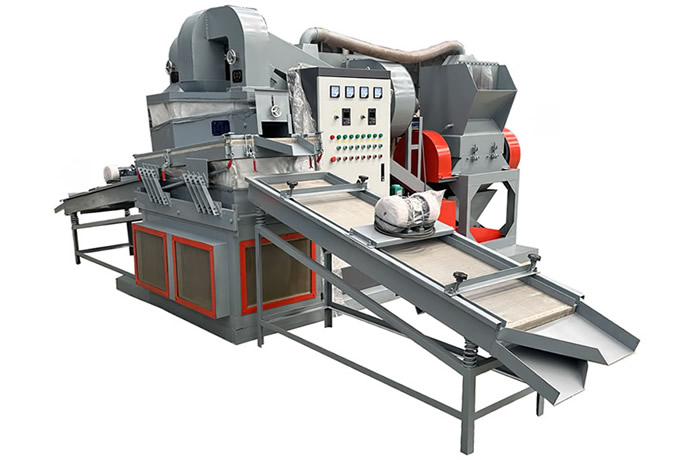
铜米机生产线的核心价值在于针对性解决上述痛点,专门处理剥线机难以加工的“杂线、细线、混合线”,可实现直径Φ0.2mm~Φ20mm废电线电缆的一次性干法处理,最终产出纯度≥99%的铜米(因分离后的铜粒形似米粒而得名)与可再生利用的塑料粒子,全过程无污水排放、无焚烧污染、低粉尘低噪声,完美契合“双碳”背景下环保升级需求。同时,铜作为高价值金属,其高效回收可大幅降低原生铜矿开采压力,塑料的再生利用也能减少白色污染,实现经济价值与生态价值的双赢。
二、技术解析:多级协同工艺,铸就高效分选核心
全自动干式铜米机生产线的高效运行,依赖于“破碎-分选-除尘”三大核心系统的协同配合,通过“先粗后细”的破碎逻辑与“多重分选”的提纯思路,确保资源回收的精准性与完整性。其核心工艺流程可概括为:进料→撕碎→粉碎→磁选→比重分选→静电精选→脉冲除尘→成品收集。
1. 破碎系统:精准解离,降低损耗
破碎环节采用“双级破碎”设计,实现铜丝与塑料外皮的高效解离。首先通过双轴剪切式撕碎机将废旧电线电缆切割成2-3cm的小段,该阶段采用H13锻打刀片,硬度高、耐磨性强,且内置自动倒转与过载保护功能,可适应混合规格线材的同时避免设备损坏。随后,物料进入二次粉碎机进一步细化至2-3mm的颗粒,为后续分选提升效率,粉碎机配备液压开箱换刀装置,换刀时间可缩短至10分钟内,大幅降低停机维护成本。值得一提的是,破碎系统采用撕裂式工作原理,由微型刀头和圆柱型刀杆组成,相比传统设备可显著降低刀具等易损件的投入成本。
2. 分选系统:多重净化,极致提纯
分选是铜米机生产线的核心环节,通过多级分选工艺实现铜、铁、铝等金属与塑料的精准分离。第一步为磁选,利用磁选输送机去除物料中的铁质杂质(如螺栓、铁屑等),保障后续铜米纯度;第二步为比重分选,借助铜(密度8.96g/cm³)与塑料(密度0.9-1.5g/cm³)的密度差异,通过气流作用使密度大的铜颗粒贴着筛面向出铜口前进,密度小的塑料则飘浮至出皮口,实现初步分离,分选率可达98%以上;第三步为静电精选,针对比重分选后塑料中残留的细小铜丝,利用金属与塑料导电性的差异,在高压静电场中实现二次分离,同时配备返料系统,将未分净的物料重新输送至破碎环节二次处理,确保铜总回收率提升至99%以上,塑料含铜率低于0.3%。
3. 除尘系统:绿色护航,达标排放
为解决破碎与分选过程中产生的粉尘污染,生产线配备三级除尘系统(旋风集料器+脉冲布袋除尘器+活性炭吸附),其中脉冲布袋除尘器的除尘效率高达99%以上,排放口粉尘浓度可控制在30mg/m³以下,优于GB 16297-1996环保标准。同时,撕碎和破碎环节加装隔音房,使设备1米处噪音≤75分贝,营造符合规范的生产环境。
4. 智能控制系统:一键操控,安全可控
现代铜米机生产线普遍采用PLC智能控制与人机界面(HMI),如西门子S7-1200 PLC搭配10英寸触摸屏,可实现一键启停、参数调节、故障自诊断、产量与能耗实时记录等功能。安全防护方面,设备配备急停按钮、过载保护、防护罩联锁、温度监控、粉尘浓度报警等多重装置,电机采用断路器与热继电器双重保护,全方位保障操作人员安全与设备稳定运行,整个生产线仅需1-2人即可完成操作,大幅降低人工成本。
三、核心优势:环保与高效兼具,适配多元应用场景
相较于传统废线处理方式与湿式铜米机,全自动干式铜米机生产线具备五大核心优势,使其成为资源回收行业的首选装备:
一是环保性突出,采用干式处理工艺,全程无需加水,避免了湿式处理产生的污水污染,配合高效除尘与隔音设计,实现粉尘、噪音双达标;二是效率与纯度兼具,处理量可根据型号灵活选择,600型设备时产350-500kg,1000型设备时产可达800-1000kg,铜回收率≥99%,铜米纯度≥99%,远超传统工艺;三是自动化程度高,PLC智能控制减少人工干预,降低劳动强度的同时提升生产稳定性;四是适用范围广,可处理汽车电路线、通讯线、数据线、毛细线等各类剥线机难以处理的线材,且混合规格线材无需分类即可直接进料;五是运维成本低,易损件采用耐磨合金材质,使用寿命长,同时便捷的维护设计减少停机时间。
从应用场景来看,该生产线可广泛适配中小型资源回收企业、大型制造企业(如比亚迪等)的废线处理车间、环保拆解中心等,既可为中小企业提供低成本的资源化解决方案,也能为大型企业构建绿色供应链体系提供支撑。
四、经济与产业价值:赋能循环经济,助力绿色转型
从经济性来看,铜米机生产线具备可观的投资回报潜力。以600型设备为例,设备成本约8-12万元,按当前铜价(约6万元/吨)计算,处理1吨含铜45%的杂线,可回收铜0.45吨,直接收益约2.7万元,扣除能耗、人工等成本(约0.8万元)后,净利润可达1.9万元,投资回报周期短。对于中大型生产线,规模化处理可进一步摊薄成本,提升盈利空间。
从产业价值来看,铜米机生产线的普及应用推动了电子废弃物资源化产业的规模化、规范化发展。它不仅解决了废旧电线电缆的环保处理难题,更构建了“资源-产品-废弃物-再生资源”的循环链路,为制造业绿色转型提供了关键支撑。随着智能化技术的迭代与工艺优化,未来铜米机生产线将向更高精度、更低能耗、更全品类处理的方向发展,在循环经济体系中发挥更为重要的作用。
五、选型建议:精准匹配需求,提升投资效益
企业在选择铜米机生产线时,需结合自身处理量、物料类型及环保要求综合评估,避免盲目选型。对于日处理5吨以下的中小企业,建议选择600型设备(时产350-500kg,总功率45kW,占地面积15-20㎡),投资成本较低且运维便捷;日处理10吨以上的大型企业,可选择1000型设备(时产800-1000kg,总功率80kW),配套全自动化控制系统提升效率。同时,处理细毛线等特殊物料时,需优先配置静电分选机提升铜粉回收率;环保要求严格的地区,应选择配备三级除尘系统的设备,确保排放达标。此外,还需关注设备核心部件品质(如电机、刀片等是否采用一线品牌)及售后服务,选择提供安装培训、质保维修等完善服务的厂家,保障设备长期稳定运行。
结语
在资源短缺与环境压力日益凸显的今天,全自动干式铜米机生产线以其高效、环保、智能的核心优势,成为废旧电线电缆资源化回收的理想解决方案。它不仅实现了铜与塑料资源的高效循环利用,更推动了资源回收行业从“粗放式”向“精细化”“绿色化”转型。未来,随着技术的持续升级与产业的不断完善,铜米机生产线必将在循环经济发展中绽放更大价值,为构建绿色低碳的产业体系提供坚实支撑。